|
ITOS
SILVER - ORURO BOLIVIA
applying modern technology in a land of rich natural resources
RRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRRR |
|
|
THE ITOS CHLORIDE LEACH PLANT HISTORY AND DESCRIPTION
SUMMARY The 1.8 million tonne Itos tailings deposit is the result of several years of processing by Comibol of the San Jose and Itos Mine ores at Oruro, Bolivia. The historic flowsheet consisted of a flotation circuit in which silver-bearing galena and stibnite were concentrated. Approximately half the silver in the ore was not recovered, and the existing tailings contain 220 grams silver per tonne in the form of complex sulfides of silver, antimony, lead, and other metals coating grains of pyrite. An extensive laboratory program was conducted to examine conventional processing methods such as cyanide leaching and regrinding followed by flotation. However, the silver-bearing sulfides are in intimate contact with the pyrite and the pyrite comprises 30% of the total tailings weight. Cyanide leaching recovers only 40% of the silver and the cyanide consumption is uneconomically high. Flotation produces an upgraded, but still uneconomic, concentrate. For this reason, chloride leaching had been evaluated by Comibol, and in the mid-1980’s Comibol undertook an innovative test consisting of two 300 tonne field heap leaches using a cold chloride solution. The tests were partially successful, but could not be applied to the bulk of the tailings which are already ground to 50% minus 200 mesh. In 1992, Kappes, Cassiday & Associates undertook to develop a hot agitated chloride leach flowsheet. In 1995 KCA constructed a 600 tonne/day (15,000 tonne per month) treatment plant under a turnkey contract from a Bolivian company, Baremsa, S.A. Using this process, 81% of the remaining silver can be recovered, with significant by-product credits from antimony, lead, copper and tin. The project features hot, agitated acidic chloride leaching. Silver is recovered as 95% bullion metal by furnace refining. Lead and tin are recoverable from the process solutions, and copper and antimony from refinery products. At this time copper is the only by-product metal being commercially recovered. Lead and antimony are being stockpiled as intermediate products, and tin is lost to tailings. LOCATION AND HISTORY Bolivia is a landlocked country in the center of South America. Its economy is centered on the mining industry and its primary exports are tin, zinc, silver and gold. Natural gas will soon become a major export commodity. The government is democratic and has been stable since the early 1980’s. The western half of the country is a high plain between two arms of the Andes mountains, known as the altiplano. The Itos project site is located in the town of Oruro approximately in the middle of the altiplano at an elevation of 3700 meters (12,300 ft). A good paved road connects Oruro with the capital city of La Paz, three hours to the north. Oruro is a town of about 150,000 inhabitants which was founded to exploit the San Jose mine in about 1590. The San Jose and Itos mines are adjacent to each other and contain narrow near-vertical silver veins. Since 1953 (and until the mine closed in 1992) the ore from both mines was treated in the Itos flotation plant which is the source of the Itos tailings. The mine is currently 500 meters deep and is maintained in good standby condition. When the mine is re-opened the ore from the mine can be processed directly in the Itos chloride leach plant without the need to make a flotation concentrate. PROCESS DESCRIPTION
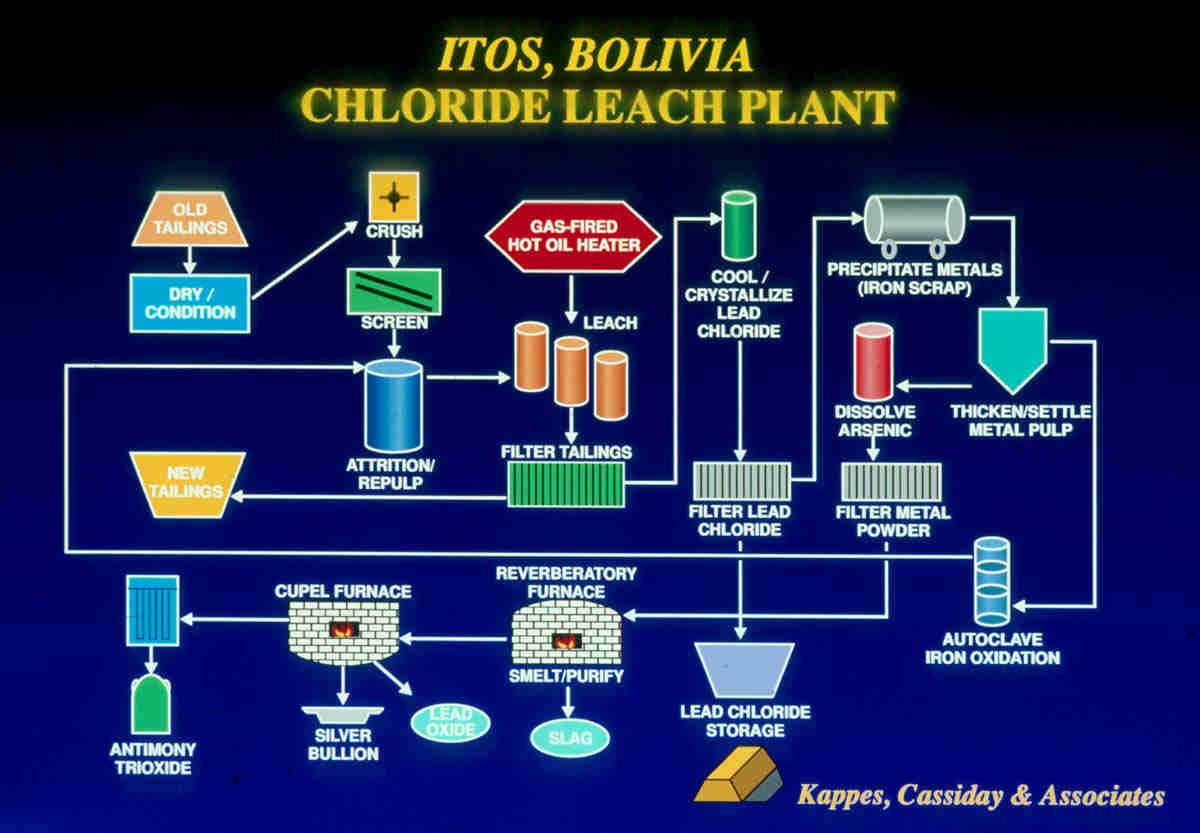
PRIMARY FEED. The "ore" – actually tailings from a flotation plant – contain about 30% iron pyrite in a rhyolite gangue. Silver occurs as complex sulfides of silver with other metals – minerals such as jamesonite, boulangerite, silver-bearing tetrahedrite, and franckeite (lead antimony tin sulfide). These sulfides occur as coatings and fracture fillings in the pyrite. The tailings are "mined" with a front end loader and screened to discard oversize material. All 6 mesh undersize (600 tonnes per day) is fed to an attritioning tank where it is mixed with barren process solution. Acid (100 tonnes/month) and salt (900tonnes/month) are added along with the ore. The process solution has the following active components:Sodium chloride (salt) 200 grams/liter Iron chlorides 30 grams/liter Hydrochloric acid 10 grams/liter
LEACHING / SOLUTION HEATING. The ore is leached at a temperature of 75C in three agitated leach tanks in series for a total residence time of 8 hours. Chlorine is fed into the leach tanks at the rate of 10 kg per tonne of ore in order to oxidize the iron chloride. The iron chloride then dissolves the silver minerals. Less than 3% of the feed weight is dissolved during leaching. FILTRATION & TAILINGS DISPOSAL. Leached slurry, at an average flowrate of 30 cu m per hour, is filtered in a bank of three recessed plate filters. The filter cake discharges into a large, plastic-lined "basement", where it is re-slurried and pumped to a new tailings dam which is fully lined with 40 mil PVC. At the end of the operation the new tailings pond will be sealed with a PVC and earth cover. The feed material – the "Itos Tailings" - exist as an exposed mound of oxidizing pyrite. The new tailings pond will result in a significant, permanent improvement of the environment in the southern part of the city of Oruro. The water for slurrying the tailings makes a continuous loop from the new tailings dam. The system is designed for zero discharge. Minor soluble impurities - primarily zinc, aluminum, magnesium, and sulfate - are controlled by inclusion within the normal moisture contained in settled tailings. SOLUTION PROCESSING. Pregnant solution from the filters, nominally at 75C after filtration, is cooled in a heat exchanger to precipitate about 6 tonnes per day of lead chloride. Lead chloride crystals are collected and stored for future processing. Solutions are then warmed in a second heat exchanger and proceed to metals precipitation. Silver, antimony, arsenic, copper and residual lead are precipitated in a rotating drum using two tonnes per day of scrap iron. Following iron precipitation, the metals exit the drum as a fine suspension in the process solution. The metal powder is thickened and filtered. Two tonnes of filter cake are produced per day, which represents the final product of the hydrometallurgical section. This cake contains about 6% silver, 20% antimony, 20% lead, 10% copper, small quantities of various other metals, and about 40% mineral fines which escape the filtration circuit.PYROMETALLURGY. The metal precipitate which is in the form of a damp, alkaline filter cake is dried in a gas-fired tunnel oven. It is then briquetted using a roll-type briquetting press to form pellets approximately 6mm diameter and 25mm long. The briquettes are melted and partially refined in a reverberatory furnace using sodium carbonate (trona) and borax to remove arsenic, iron and miscellaneous impurities. The "reverb metal" consisting of antimony, silver and lead is transferred to a cupel furnace where it is blown with air. Crude antimony oxide is produced and collected in bag filters. During a campaign lasting 2-4 days, the silver content of the metal in the cupel increases from 10% silver to 95% silver. Copper and lead form a slag which is re-dissolved for copper recovery; the lead residue is recycled. ACID PLANT. In September 1999 a Hargreaves Process plant was commissioned to make hydrochloric acid on site. In this plant, briquettes of salt (sodium chloride) are reacted at 600oC with sulfur dioxide gas (made by burning sulfur), air and water vapor to produce HCl vapor and sodium sulfate. The hydrochloric acid vapor is absorbed in the barren plant solution to raise the level of hydrochloric acid to operating levels. Acid costs have dropped from $90,000 per month using imported acid, to $30,000 per month. ECONOMICS Total capital cost of the physical installations including civil works, infrastructure and construction management services, was about US$9,000,000. Startup was longer than expected and startup costs were much higher than expected. This resulted in a chronic shortage of startup and operating capital which prolonged the startup period. Total capital invested through the end of 2000 including startup capital and financing costs has been $17 million. Operating costs during 2000 were about $25.00 per tonne of ore treated, or $6.00 per ounce recovered. Once by-product facilities and other plant improvements are in place, operating cost (with by-product credits) will be below $2.40 per ounce. STAFFING LEVELS AND COSTS. Total staffing including the acid plant is 200 personnel including 140 operators and operating foremen (35 per shift), 40 maintenance personnel, 10 support (office and lab) personnel, and 10 Bolivian engineers/senior managers. Skilled operators and mechanics earn Bs1100/month including fringe benefits, equal to US$160 per month. CONSTRUCTION EXPERIENCE. Equipment and piping installations were done under the supervision of a team of five U.S.-based KCA engineers and a senior Bolivian engineer, with a staff of 35-50 Bolivian employees. Bolivian-based subcontractors were used to erect buildings and to provide specialty services such as electrical installations, tank coatings, and installation of natural gas distribution systems. Shipping and customs clearance was the biggest barrier to maintaining a rapid project schedule. Typical transit times were as follows: Large Ocean shipments: Reno, Nevada to Arica, Chile: 4 weeks Bolivia-required inspections, U.S. end: 2 weeks Arica to Oruro: 2 weeks Customs Clearance in Oruro: 2-4 weeks Large airfreight shipments: Reno, Nevada to La Paz/Oruro: 10 days Bolivian-required inspections, U.S. end: 1-2 weeks Customs Clearance in La Paz: 1-2 weeks Small express shipments: Reno, Nevada to Oruro (via UPS): 3 days Customs clearance/paperwork: no delays TIME SCHEDULE Laboratory testing to develop the process (based on an extensive history of chloride process evaluations) was begun in early 1992 and continued until mid 1993. The feasibility study was completed in October 1993. Financing was completed in early 1994, and detailed engineering design was begun at that time. Groundbreaking for the civil works and buildings took place in December 1994. Installation of equipment began in mid April 1995. The plant reached full startup in March 1996. It reached full tonnage throughput in September 1998. //// HOME or Orientation Photos |